Finding Unique Solutions Enhancing Part Functionality with Design for Manufacturing Techniques
Design for manufacturing and design for assembly of plastic components require engineers to navigate competing requirements. This is especially true when designing a liquid seal for plastic components.
When designing a seal, you need to ensure functional requirements are met. Faulty designs can cause liquid to spill out and damage your product or packaging. If injection molding constraints are not considered when designing, there’s a higher chance of getting quality defects, which delays your entire process. That’s why designing for manufacturing ensures you have an optimized design that can be injection molded and meets your functional requirements.
What is Design for Manufacturing (DFM)?
A process that optimizes a part design for manufacturing and assembly.
Why Design for Manufacture?
DFM reduces upfront costs and guarantees greater quality in your end product.
During Design for Manufacturing and Assembly, the engineer must consider:
- Will the user properly dispose of it?
- Will the product work?
- Will users intuitively figure out how to use it?
- Will customers buy it?
- Can the manufacturer package it?
- Can the manufacturer fill and achieve a reliable liquid seal?
- Can the manufacturer assemble it?
- Can the plastic injection mold even form the plastic parts?
- Can the moldmakers make the injection mold that will produce the parts?
A thorough design for manufacturing should answer these questions. Each step of the process presents constraints that design for manufacturing cannot ignore. Sometimes satisfying one requirement yields a tradeoff with a requirement in another area. The design for manufacturing engineer must look at the broader system and weigh the risks associated with those tradeoffs.
Design for manufacturing is the final official design step before committing to a plastic injection mold and the accompanying capital investment. Any changes should happen here to save time and costs. Considering the broader picture sometimes requires balancing contradictory interests. Meeting these competing interests requires creativity. Consider the liquid seal example below.
Application
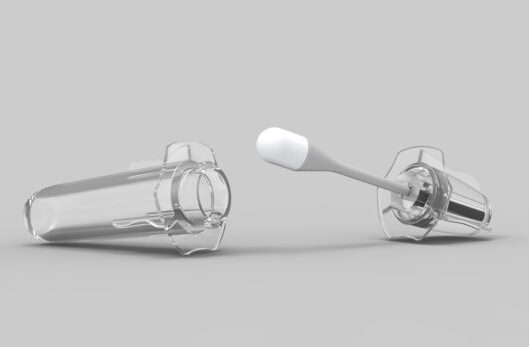
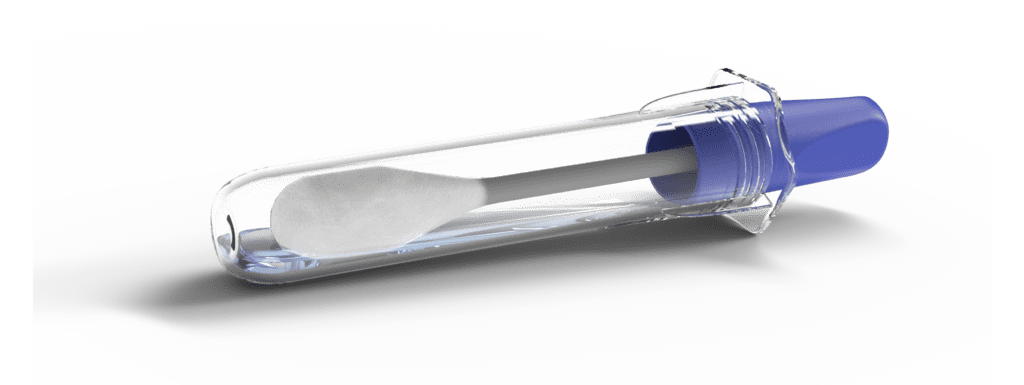
A pharmaceutical client requested design for manufacturing and design for assembly for a presaturated swab applicator with a liquid seal. The plastic device stores liquid until the user opens it at the point of use. User requirements included being able to reseal the swab for safe disposal using a scaled up luer design.
Challenge
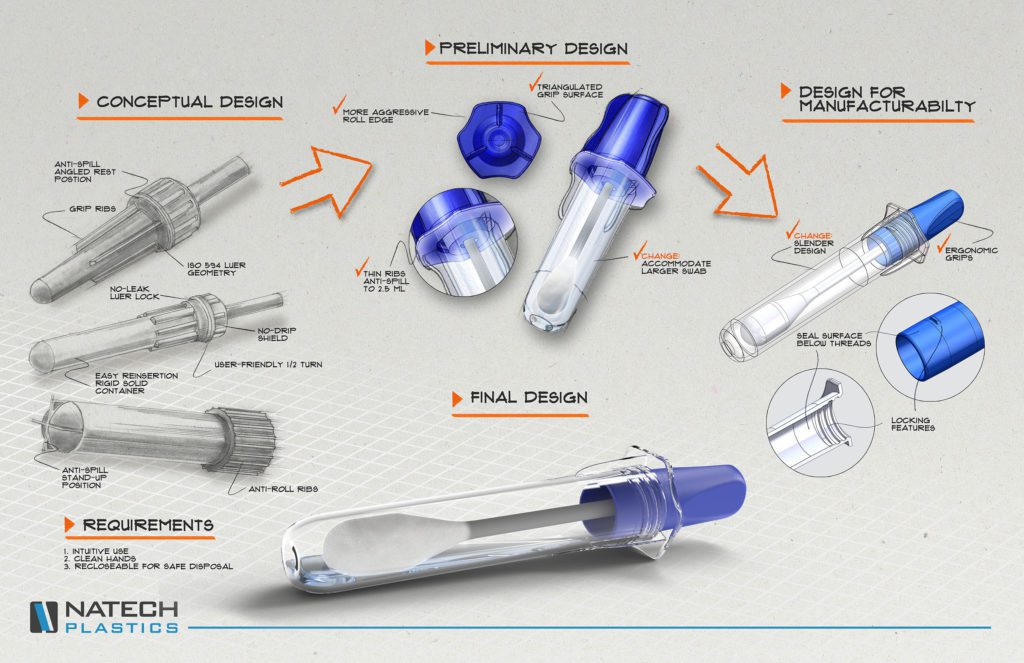
Simply scaling up the luer design had enlarged the plastic device to an undesirable width. This preserved the liquid seal but adversely impacted the part mass, the amount of plastic used, the piece price, usability, and salability. The customer wanted the Design for Manufacturing engineer to reduce the width while maintaining a liquid seal and the larger fill volume.
The client also requested the Natech engineers perform design for manufacturing with consideration of new requirements for high-speed mass production. This meant the plastic injection molding fill and ejection phases should optimize at higher speeds. Lower speed and lower volume production often accommodate certain risks and lower cycle times that grow prohibitive at scale.
Solution
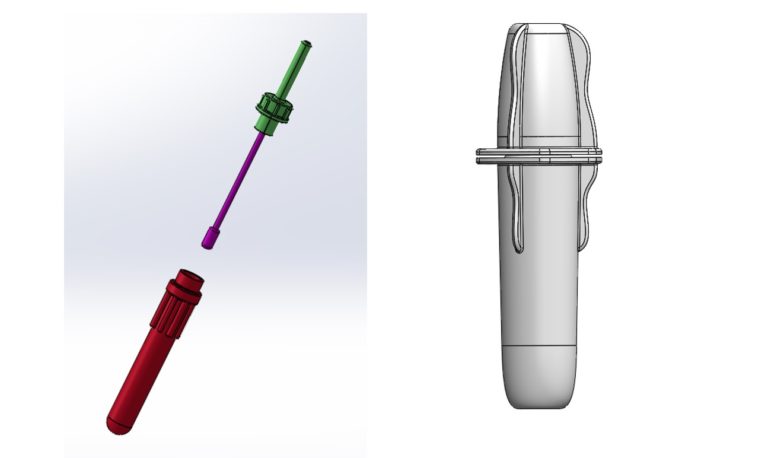
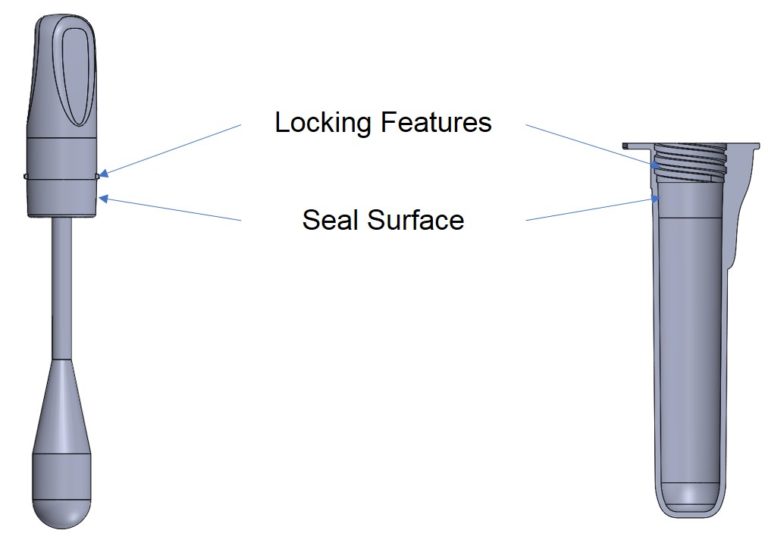
The Natech engineers initiated the design for manufacturing with product research on liquid seals. Closures typically achieve a liquid seal along the same surface as the threads. Luers achieve the liquid seal along the inside surface across the horizontal plane to the thread surface. In the image on the right, the threads mate on the outer surface. The inner surfaces achieve the seal.
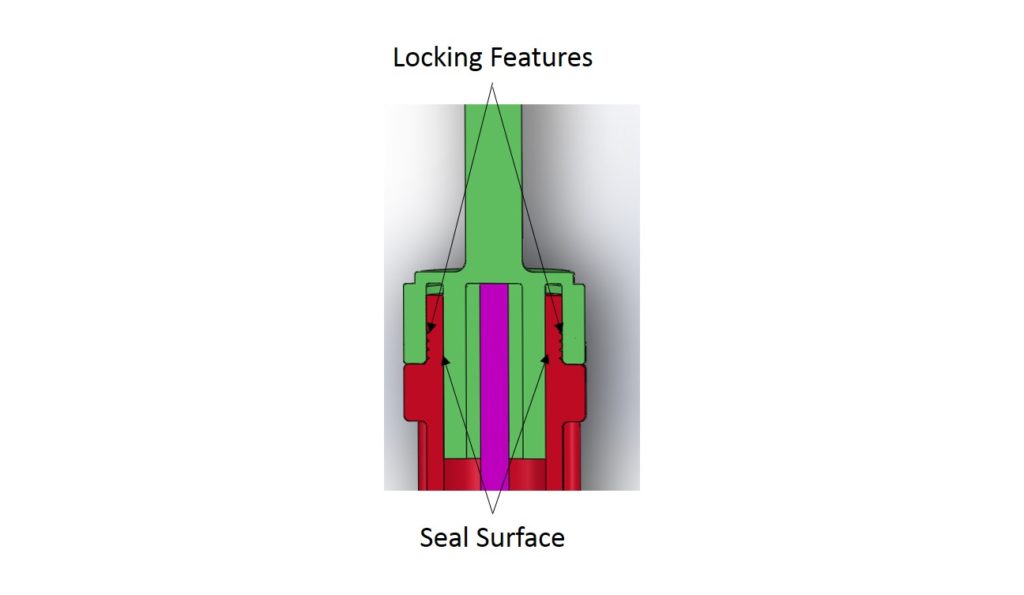
The design for manufacturing solution moved the locking and liquid seal surfaces onto different horizontal planes yet the same vertical plane. Moving the liquid seal surface below the locking features would manage the risk of spillage, maintain salability and usability, and reduce the outer diameter of the part.
Results
The Natech engineers completed the design for manufacturing with liquid seal testing. After 3D printing prototypes, the team moved into mold design and sampled parts. The parts underwent leak tests and vacuum tests to validate the liquid seal.
The leak test samples included parts filled and weighed empty, filled, and after two weeks at 50°C. Vacuum test samples underwent pressure testing from 3 hg to 25 hg. All samples passed the liquid seal tests. This confirmed the achievement of a liquid seal between the injection molded components and validated the design for manufacturing. The client approved the product.
The important step in meeting requirements is properly gathering and defining requirements. These two skills can make or break a new product launch. Solving these problems introduces additional skills in risk management, systems thinking, and communication. The design for manufacturing engineer’s weakness in any of these skillsets can increase costs, introduce unfortunate delays, or even completely derail a program.
Click here to schedule a Design for Manufacturing review with a Natech engineer.