A well-defined scope and open communication are critical to achieving quality by design. A thorough Statement of Scope will include the project deliverables, constraints, and exclusions. Not everyone knows that during the Design for Manufacturability (DFM) phase the accuracy and specificity in the scope definition can make the difference between large swings in cost, risk, and lead time.
The Application
For example, a medical device manufacturer required a closed system for a sealed liquid. The end user needed to compress a handle to break the seal and release the liquid into another chamber. Once engaged, the system had to remain closed, so the handle needed to lock into place to prevent the liquid from escaping.
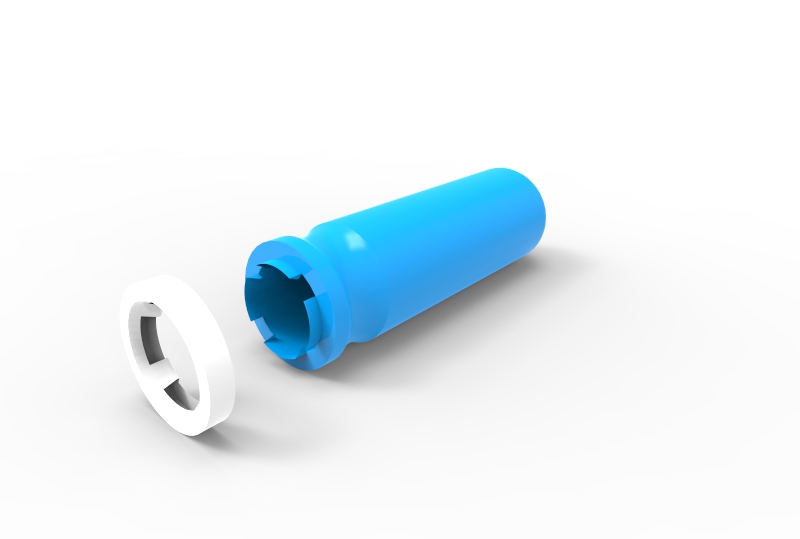
As originally designed, the handle consisted of two molded components in order to achieve the undercut for the locking mechanism. The inside of the handle connected to a plunger, which would positively displace the liquid. The smaller piece provided the locking mechanism to prevent opening of the system and loss of liquid. The two parts would have to be joined either with adhesive or by some other means.
Component Reduction
The Natech engineer performing the DFM for the application questioned the handle constraint of remaining closed. Even though the system had to remain closed to contain the liquid, the Handle itself never actually came into contact with the liquid. In other words, keeping the system closed was not within the scope of the handle’s direct functionality.

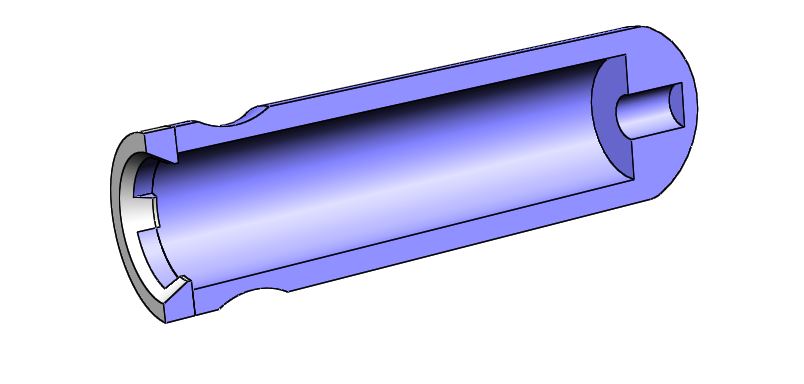
This is an important distinction because the Natech Engineer suggested that opening the Handle could remove the mating ring lock without compromising the closed-system constraint. The open slots allowed for the creation of the interlocking features within the single component with a simple up and down mold.
The benefits of reducing this component are dramatic. The decrease in the mold count, assembly operations, and assembly risk saved over $40,000 in NRE expenses. Add in the piece price cost reductions, and the program saved an additional $15,000. This does not even include the time and money saved during the later phases of prototyping and sampling for design validation.
Conclusion
This type of full DFM requires an engineer with the right combination of creativity and experience to be able to both identify the opportunity and challenge the requirements to make it happen. You would think that investing in competent engineering for upfront savings of over $55,000 should be an easy business case. It is not. Many people still believe in short-cutting DFM as much as possible with the mistaken belief that they can achieve speed and reduce costs.
During the DFM phase any opportunity to reduce the number of components in an injection molding application is a major victory. Removing components from an application reduces the number of molds which reduces costs and lead times. Removing components also decreases the necessary number of assembly operations. This reduces the complexity, risks, and costs of manufacturing the product. These are all key benefits of a process that is still underappreciated and underutilized.