
Is Your Fill & Seal Process Actually Ready for Production?
Published July 1, 2026
By Jacob Huben
Four questions that reveal whether your container, fill, seal, and shelf life can hold up beyond the filling line.
Fill & Seal Is Where Early Assumptions Get Tested
Once you’ve developed your reagent and designed your container, filling and sealing can feel like the easy part. But it’s rarely that simple.
A material that tests fine on the bench might not perform the way you expect in the customer’s hands. A seal can pass every check on the line. It can still fail months later, in a hot truck or on a shelf. These problems don’t start at the filling line. They trace back to decisions you made during development.

Catching them early requires an understanding of how those decisions connect to each other. Waiting until your product reaches the market to fix these mistakes costs more and delays your timeline. Ask yourself these four questions during the development stage to see whether your fill and seal process is ready.
1. Container Function: Will Your Container Do What the End User Needs It to Do?
When you choose a container material, you’re choosing something with a job to do. It has to seal correctly under heat, hold its form on a shelf, and perform its mechanical function. A chemistry lab may confirm the fluid works. It won’t tell you whether the container can compress, seal cleanly, and survive normal handling.
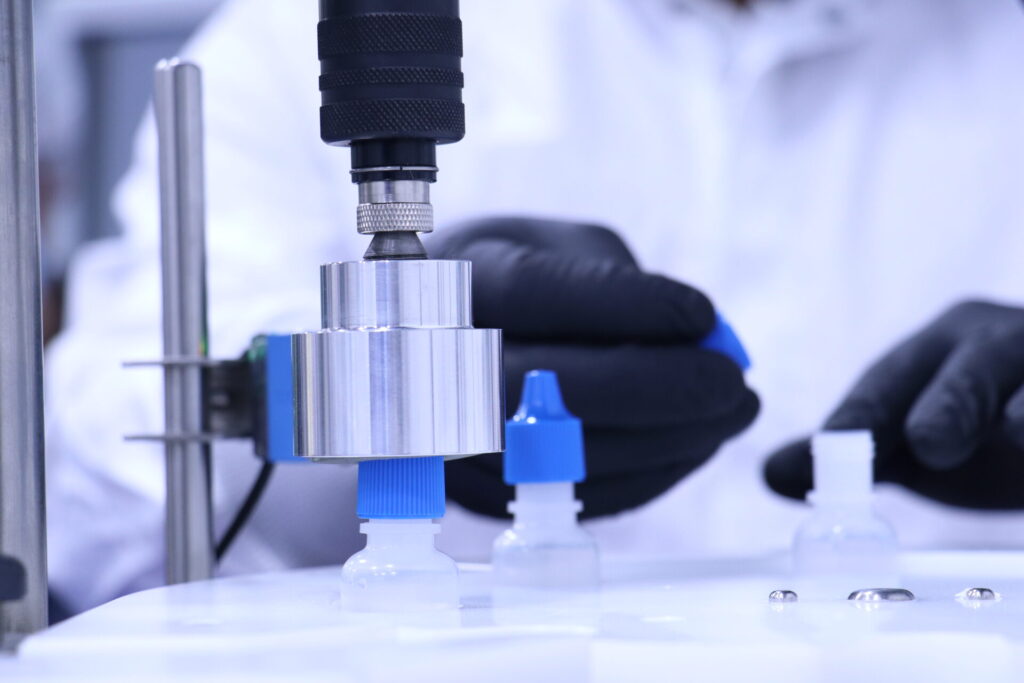
Material Selection – We had a customer whose liquid reagent container depended on the user squeezing to express the sample. They specified their container material as polypropylene. But as a rigid material, polypropylene would not have allowed for the squeeze function. The engineers ran hands-on compression tests across different materials. They needed one that could compress without cracking, seal under heat, and hold up on the shelf.
Material selection also involves trade-offs that aren’t always obvious upfront. A container that needs to be squeezable requires a flexible material, but flexibility and low vapor transmission often conflict. A material that compresses easily may allow more evaporation over time. Getting both right takes testing, and sometimes a deliberate compromise. You can only make that trade-off if you identify the competing requirements before locking in the material.
Flash or Witness Lines on the Sealing Surface – A similar problem can appear when a design moves from 3D printing to injection molding. That transition can require geometry changes, and those changes can introduce flash or witness lines directly into the seal area. Both introduce serious problems when they land on the sealing surface. Flash creates a raised edge that prevents the foil from bonding cleanly. Witness lines create irregularities that interfere with the seal. Flash also tends to grow as the mold wears over time. A seal that holds early in the mold’s life may not hold later. Updating the mold design to remove flash or witness lines from the sealing surface addresses this risk.
Test your container under real-use conditions early enough that material and geometry decisions can still change. Ask yourself: Does the container perform the mechanical function your product requires under the conditions it will face?
2. Fill Accuracy: Can Your Process Hit Your Tolerance and Prove It?
Most clients arrive with a tolerance requirement someone already wrote. Five percent is a common request. It sounds like a reasonable engineering target until you ask where the number came from.
In most cases, it arbitrarily reflects what seemed technically appropriate. It doesn’t necessarily reflect what the application actually requires or what the process can consistently deliver. For many early-stage products, someone writes the tolerance requirement before anyone tests what the process can actually achieve. Someone puts a number down based on judgment. It goes into the spec, and by the time it reaches production, everyone treats it as a given. A 5% tolerance on a high-precision diagnostic demands a fundamentally different setup than a 10% tolerance on a wash buffer. The line needs equipment precise enough to dispense the fill, and QC needs equipment precise enough to prove it.
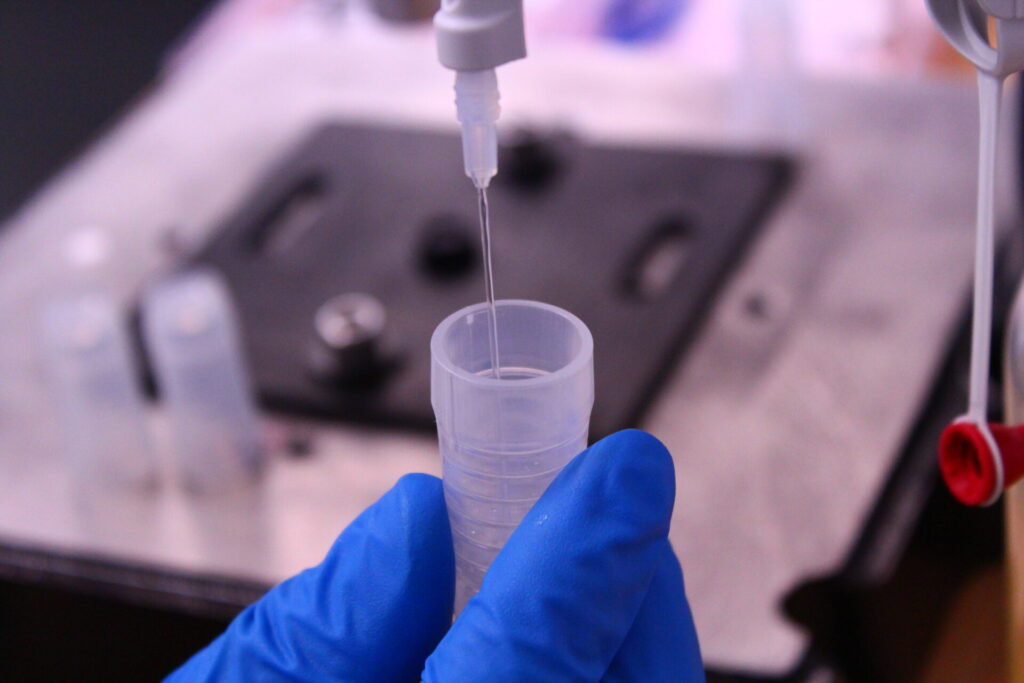
In one project, a 5% tolerance requirement meant the team had to act before the job started. They sourced a more sensitive scale and matched it to the tolerance. Without it, fills could have drifted out of spec while every QC check confirmed they were fine. The tolerance would have existed on paper, while the product failed in practice.
Some facilities verify fill accuracy with a postal scale and a visual check. That gap usually shows up later, when the product faces scrutiny in the field. Or it shows up when a regulatory reviewer asks for fill accuracy data the records can’t support. Before production begins, confirm two things. Does your production equipment have the capability to hit your tolerance? Does inspection equipment have the resolution to measure it?
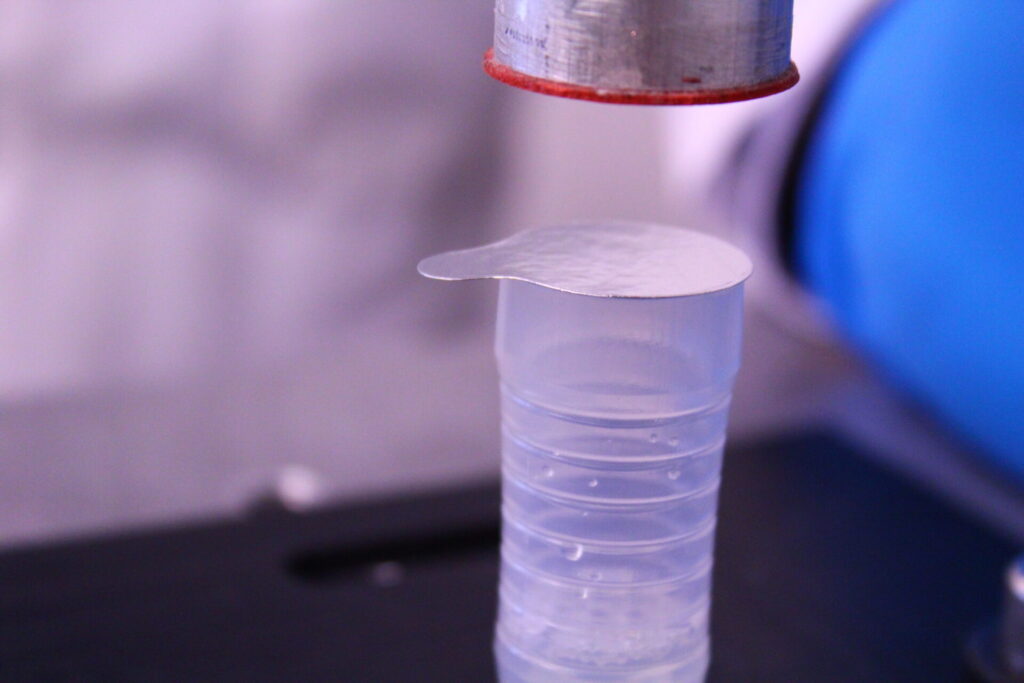
3. Seal Integrity: Will Your Seal Survive What Happens After the Production Line?
The team has to develop and validate seal parameters, specifically temperature, pressure, and dwell time, for each application. What works on one container geometry and foil material may not transfer to another. Overheat the seal, and the tab becomes impossible to open. Underheat it, and the foil won’t bond properly. Get the dwell time wrong in either direction, and the seal burns through or peels. Finding that window takes trial work on the actual container, foil, and process. It doesn’t reveal itself until you run it.
Seal validation also has to account for what happens after the product leaves the production line. The most common gaps come from two places. Either nobody evaluated material selection against real storage and shipping conditions, or specs define room temperature without considering extreme environments. Skip those two things before validation, and you’re left testing the seal against a controlled environment. That environment doesn’t reflect where the product will actually go.
Heat inside a delivery truck in July, pressure differential at altitude, compression of stacked units, vibration across a cross-country shipment: those are the conditions a seal actually has to survive. Skip them during validation, and you haven’t tested the seal against them. That gap came up on a program where the client shipped a product that passed every check on the line. The seals looked clean, the containers were full, and the QC records were in order. The product went into trucks during a hot stretch of weather. Temperatures inside the trailers climbed well above what anyone had defined as room temperature in the spec. The seals failed, and the product leaked, because validation hadn’t accounted for what the product would experience in transit.
Define real-world storage and shipping requirements before validation begins. If you validate the seal only against production conditions, you haven’t fully tested it. Before you ship, confirm whether your validation reflects the environment your product will experience.
4. Shelf Life: Will Your Product Last as Long as It Needs?
Shelf life is often the question clients care about most, but leak testing alone doesn’t answer it. A container that seals against leakage doesn’t automatically block evaporation too. Different materials have different vapor transmission rates, and choosing the wrong one means the fluid escapes slowly over time. A container can pass leak testing on day one and still lose volume over time. Months later, it can miss the fill level the spec requires.

Vapor transmission compatibility qualifies as a separate consideration from mechanical function or seal performance. Polypropylene can perform well for limiting vapor transmission in many buffer and reagent applications. But the right answer depends on the specific fluid, the shelf life requirement, and the storage and shipping conditions. A material that works for one application may not work for another, even when everything else looks the same.
The lid or foil material matters too. A container body can have great vapor transmission properties and still lose fluid. That happens when the lid material doesn’t get the same scrutiny. Evaluating the container and the lid together, instead of treating the lid as an afterthought, gets shelf life right.
Have you evaluated your container material for vapor transmission compatibility with your specific fluid? Have you done it under the actual storage conditions your product will see, across its full shelf life window? That question needs an answer before production begins, not after the first complaint.
How These Problems Compound
Fill and seal problems compound because the decisions connect to each other. Material choice affects mechanical function, geometry affects the seal surface, and seal validation affects shelf life. Fill accuracy only matters if the container still performs under use, storage, and shipping conditions. You make those decisions early, and the consequences build on each other as production moves forward.

The Natech team evaluates your container material, reviews the molded part, develops the seal protocol, and prepares the production process. All of it comes from the same set of requirements. That team understands the part, material, seal, fill tolerance, and validation requirements as one connected process. That’s how it catches problems that a more siloed process might miss.
Before your product moves into production, confirm that you’ve tested the container, fill tolerance, seal validation, and shelf-life plan against real conditions. Think through how you’ll use it, store it, ship it, measure it, and review it.